


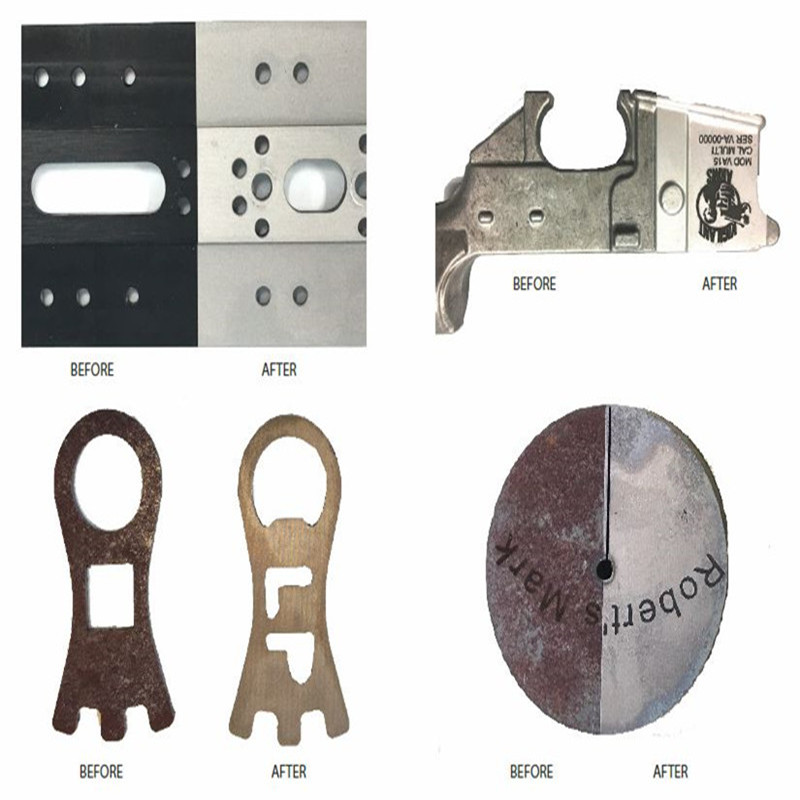



Традиционално индустријско чишћење има разне методе чишћења, од којих је већина чишћење хемијским средствима и механичким методама. Али чишћење влакнастим ласером има карактеристике небрушења, бесконтактног, нетермичког ефекта и погодно је за различите материјале. Сматра се тренутно поузданим и ефикасним решењем.
Специјални импулсни ласер велике снаге за ласерско чишћење има високу просечну снагу (200-2000 W), високу енергију појединачног импулса, квадратни или округли хомогенизовани излаз тачке, погодну употребу и одржавање итд. Користи се у обради површине калупа, производњи аутомобила, бродоградњи, петрохемијској индустрији итд. Идеалан је избор за индустријске примене као што је производња гума. Ласери могу да обезбеде брзо чишћење и припрему површине у готово свим индустријама. Процес који захтева мало одржавања и лако се аутоматизује може се користити за уклањање уља и масти, скидање боје или премаза или модификовање текстуре површине, на пример додавање храпавости ради повећања приањања.
Карманхас нуди професионални систем за ласерско чишћење. Уобичајена оптичка решења: ласерски зрак скенира радну површину кроз галванометар
систем и сочиво за скенирање за чишћење целе радне површине. Широко коришћени у чишћењу металних површина, специјални енергетски ласерски извори могу се применити и за чишћење неметалних површина.
Оптичке компоненте углавном укључују колимациони модул или експандер снопа, галванометарски систем и F-ТХЕТА скенирајуће сочиво. Колимациони модул претвара дивергентни ласерски сноп у паралелни сноп (смањујући угао дивергенције), галванометарски систем остварује скретање снопа и скенирање, а F-ТхЕТА скенирајуће сочиво постиже равномерно фокусирање снопа при скенирању.
1. Висока енергија једног импулса, висока вршна снага;
2. Квалитет дугог снопа, висока осветљеност и хомогенизована излазна тачка;
3. Висок стабилан излаз, боља конзистентност;
4. Мања ширина импулса, смањујући ефекат акумулације топлоте током чишћења;
5. Не користе се абразивни материјали, без проблема са одвајањем и одлагањем загађивача;
6. Не користе се растварачи - процес без хемикалија и еколошки прихватљив;
7. Просторно селективно – чишћење само потребног подручја, штедећи време и трошкове игнорисањем региона који нису битни;
8. Бесконтактни процес никада не деградира квалитет;
9. Лако аутоматизован процес који може смањити оперативне трошкове елиминисањем рада, а истовремено дати већу доследност у резултатима.
| Опис дела | Жижна даљина (мм) | Поље за скенирање (мм) | Радна удаљеност (мм) | Галво отвор бленде (мм) | Моћ |
| СЛ-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W CW |
| СЛ-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| СЛ-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| СЛ-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W CW |
| СЛ-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| СЛ-(1030-1090)-250-500-(30CA)-М112*1-ВЦ | 500 | 250x250 | 607 | 20 |
Напомена: *WC означава скенирајуће сочиво са системом за водено хлађење
Ласерско чишћење нуди вишеструке предности у односу на традиционалне приступе. Не укључује раствараче и нема абразивног материјала којим треба руковати и одлагати. У поређењу са другим процесима који су мање детаљни, а често и ручни, ласерско чишћење је контролисано и може се применити само на одређена подручја.
